Trong quá trình gia công cơ khí như cắt hàn thép không gỉ, inox thường có các vết hàn sỉ nằm tại góc khuất chỗ lồi, lõm khác nhau rất khó để tẩy vết hàn đó nên gây ra nhiều tốn kém trong quá trình sản xuất gia công cơ khí inox và thép không gỉ. Vậy cách làm sạch mối hàn inox như thế nào?
Các phương pháp tẩy mối hàn inox
Trong nền công nghiệp hiện nay người ta thường dùng phương pháp cắt, hàn để ghép lối các chi tiết thép không gỉ hay còn gọi là inox lại với nhau. Tuy nhiên trong quá trình hàn cần phải sử dụng nhiệt độ cao nên kết quả để lại là các vết sỉ hàn cháy đen trên bề mặt kim loại gây mất cảm quan bên ngoài sản phẩm. Các vết hàn này lại nằm ở góc khuất, lồi lõm khác nhau rất khó để làm sạch, từ đó xuất hiện ra nhu cầu tẩy sạch mối hàn inox. Vậy tẩy mối hàn inox là gì?
"Tẩy vết hàn inox là quá trình dùng một tác nhân bên ngoài tác động trực tiếp hoặc gián tiếp lên vết hàn đó, nhằm mục đích, tẩy sạch vết sỉ hàn cháy đen đi, để lại trên bề mặt inox một lớp trắng bạc đặc trưng của kim loại đó.
Các phương pháp tẩy mối hàn inox: có 3 phương pháp
Tẩy mối hàn inox bằng phương pháp cơ học
Là quá trình cọ xát, trà lên vết hàn inox bằng máy chà hoặc giấy giáp. Phương pháp này chỉ phù hợp với các mối hàn ở vị trí phắng, không bị khuất có thể đưa máy mài vào để thực hiện quá trình đánh bóng đơn giản lên vết trà.

Nhược điểm: của phương pháp này là mất thời gian, khó thực hiện với các chi tiết phức tạp, có góc khuất và bề mặt không phẳng. Đặc biệt đánh bóng inox bằng cơ học có thể gây lồi lõm bề mặt , tạo ra các vết cơ học trên bề mặt inox do máy chà tạo ra.
Tẩy mối hàn inox bằng phương pháp hóa học
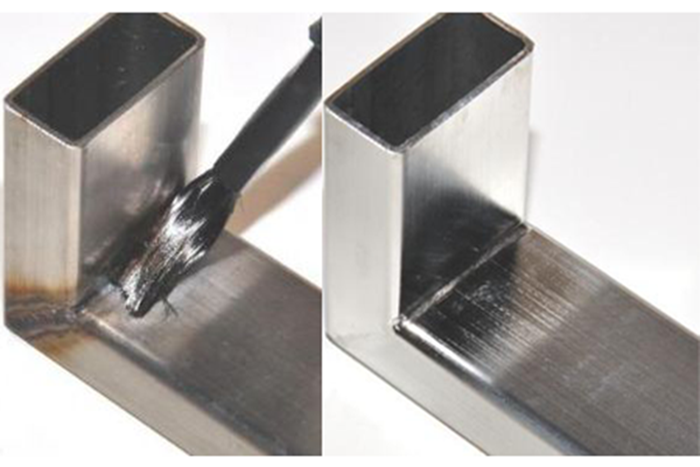
Là phương pháp sử dụng các chất hóa học tạo phản ứng ăn mòn trên bề mặt kim loại tại vị trí vết hàn. Phương pháp này rất đơn giản hóa chất tẩy mối hàn T-102 được bôi quét 1 lớp lên vị trí vết hàn sau đó để từ 3÷10 phút vết xỉ hàn sẽ biến mất dùng nước rửa sạch là xong. Hóa chất tẩy mối hàn T-102 do Inox Trường Thịnh sản xuất tồn tại dưới dạng gen nên rất dễ sử dụng dưới dạng bôi quét.
Ưu điểm:
- Đơn giản, tiết kiệm thời gian.
- Lượng tiêu hao hóa chất ít, hiệu quả kinh tế cao
- Phù hợp với nhiều loại sản phẩm inox, kể cả các chi tiết phức tạp, quá khổ không thể tháo rỡ để ngâm, hay các chi tiết nhỏ, góc cạnh không để đưa máy chà vào được.
Cách sử dụng hóa chất tẩy mối hàn inox
- Làm sạch bụi bẩn, dầu, nhớt …bám trên bề mặt mối hàn trước khi tẩy.
- Sử dụng cọ sơn hay vải mềm thấm dung dịch và phủ lên bề mặt mối hàn cần làm sạch.
- Trong quá trình thực hiện tẩy mối hàn, bạn nên để sản phẩm, chi tiết ở nơi thoáng mát, thông gió, tránh tiếp xúc trực tiếp với ánh nắng mặt trời. Điều này sẽ hạn chế sự phai màu của vật liệu.
- Chờ khoảng 30 phút cho hóa chất thẩm thấu. Nếu trời lạnh như mùa đông thì có thể kéo dài thời gian hơn.
- Lấy khăn hoặc bàn chải mềm chà sạch mối hàn.
- Rửa lại với nước sạch hoặc nước xà phòng.
Lưu ý: Khi chọn mua hóa chất tẩy mối hàn inox, bạn nên ưu tiên chọn các loại sản phẩm có nguồn gốc tự nhiên để đảm bảo an toàn cho người sử dụng.
Tẩy mối hàn inox bằng phương pháp điện hóa
Là quá trình tẩy vết hàn bằng sự kết hợp giữa dòng điện và hóa chất ăn mòn. Dòng điện là nguồn một chiều của máy chỉnh lưu, thông thường là các loại máy có dòng điện từ 50 ÷ 300 A, hiệu điện thế thường là từ 2 ÷ 6 volt, tùy theo sản phẩm. Hóa chất kết hợp được gọi là "dung dịch đánh bóng điện hóa inox T - 106", hay còn gọi là chất tẩy mối hàn inox, chất ăn mòn. Dung dịch đánh bóng điện hóa inox là một chế phẩm hóa học được kết hợp từ nhiều loại a xít và phụ gia tẩy đặc biệt, chúng có chức năng, ăn mòn bề mặt kim loại, có độ dẫn cao, thụ động hóa bề mặt inox sau điện hóa.
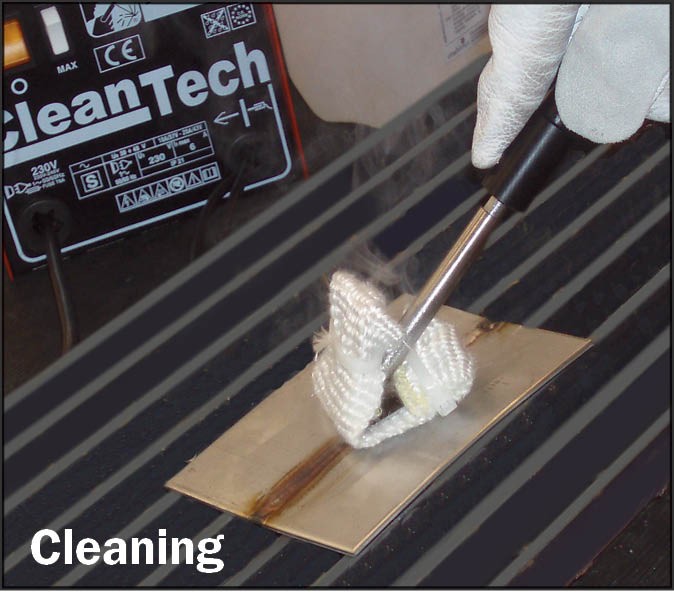
Dùng máy chỉnh lưu, điều chỉnh dòng DC cho phù hợp theo nhà cung cấp, cực dương được đấu với sản phẩm cần tẩy, cực âm được kẹp bởi một vật dẫn, thông thường là một loại vải, hoặc chất liệu đặc biệt, chịu hóa chất và nhiệt độ cao ngoài ra loại vải đó phải lưu được lượng hóa chất trong thời gia dài có thể, chúng là vật chung gian để chứa dung dịch điện ly. Đầu âm kẹp vải đặc biệt này, được nhúng vào dung dịch hóa chất điện hóa, trà trực tiếp lên vết hàn, trà đi trà lại đến khi vết hàn cháy đen đó sạch trơn là được. Sau cùng là vệ sinh sạch vết trà điện hóa đó đi.
Ưu điểm:
- Thời gian tẩy nhanh.
- Có thể xử lý được các góc cạnh, khuất.
- Mang lại hiệu quả cao, độ bóng cao, sạch, và thụ động hóa được bề mặt kim loại.
Nhược điểm: Chi phí đầu tư ban đầu cao.
Khi sử dụng hóa chất tẩy mối hàn inox cần lưu ý những gì?
- Mang đầy đủ trang bị bảo hộ lao động như găng tay, giày cao su, kính bảo hộ.
- Thực hiện quá trình tẩy mối hàn ở nơi thông thoáng, tránh ánh nắng trực tiếp.
- Khi tẩy bên trong bồn nên lắp thêm quạt hút khí và quạt thông gió.
- Không pha hóa chất tẩy mối hàn với nước, các axit khác hoặc các chất có chứa gốc alkali.
- Nếu không may bị hóa chất bắn vào da, mắt phải ngay lập tức rửa bằng nước sạch, sau đó đến bác sỹ chuyên khoa để thăm khám.

Hy vọng những thông tin trên sẽ là nguồn tham khảo hữu ích cho bạn về cách làm sạch mối hàn inox hiệu quả nhất,Tùy vào nhu cầu sử dụng, điều kiện và chi tiết sản phẩm mà người tiêu dùng đưa ra lựa chọn 1 trong 3 phương pháp tẩy mối hàn inox trên.















